网站首页
公司简介
经理致辞
资质认证
产品介绍
创新平台
在线订单
人才招聘
联系我们
公司经理给广大网民的致词!
公司与俄罗斯客户洽谈
公司总经理与外商探讨技术问题
法国阿尔斯通考察本公司
磐石飞跃模具网站新版正式开通!
首页
-> 创新平台
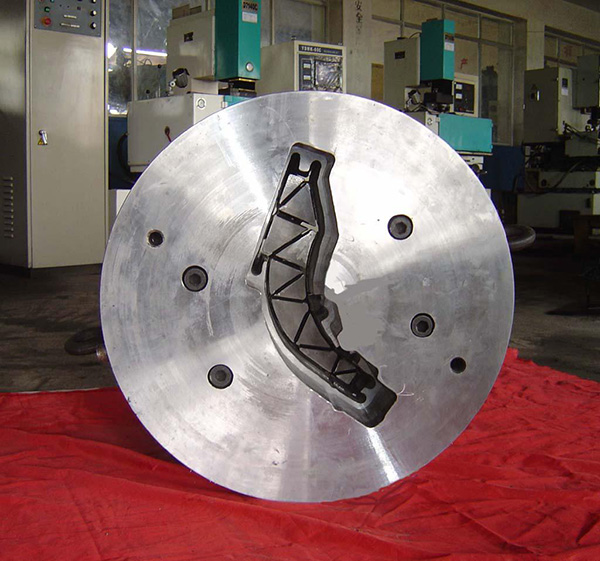
一、项目名称:深孔加工工艺的研发
二、项目必要性:
随着现代化科学技术的不断发展和进步,我国的铝合金模具的加工技术也得到了迅速的发展,其中深孔加工的趋势也越来越多,因此对于深孔的质量和复杂性也得到了不断的提升。在本文当中,首先对在螺纹铣削进行了概述;其次针对于小直径的深孔的加工工艺做出了全面的分析克服了加工难度大等问题。
三、项目研发内容:
深孔加工刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响深孔的直线度和表面粗糙度。在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。切屑排除困难,必须采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞。为了保证深孔在加工过程中顺利进行和达到应要求的加工质量,
四、预计达到的技术指标和性能指标:
深孔加工工艺,加工中刀具散热条件差,切削温度升高,使刀具的耐用度降低。在刀具内(或外)排屑装置、刀具引导和支承装置和高压冷却润滑装置。使刀具迅速降温提高刀具硬度和耐用性确保了深孔的精度,并且得到很多实用数据。
-----
公司简介
|
在线订单
|
产品展示
|
人才招聘
|
联系我们
-----
磐石市飞跃模具有限公司
联系地址:吉林省磐石市经济开发区雄安路99号
版权所有:2009-2015| 技术支持:吉林宏软科技
联系电话:0432-65714336 65715878|传真:0432-65712476
http://www.cnfy.net
E-mail:feiyuemujv@163.com
吉ICP备07003176号